Si le diamètre du miroir D = 210 mm et f/D = 6, alors f = 6 x D = 6 x 260 mm = 1,26 m = 1260 mm.
chapitres 1 à 3.1
Cette page contient les chapitres 3.2 à
4.3
chapitre 5 à 6.2
chapitre 6.3 à la fin
3.2 - CONTRÔLE DU RAYON DE COURBURE
Pour suivre correctement les progrès de l'ébauchage et s'arrêter à la concavité voulue, dont dépendra la distance focale (f), il faut disposer d'un moyen de contrôle de la courbure du miroir. Sa surface est quasiment une calotte de sphère dont le rayon est le double de la focale (f).
Si le diamètre du miroir D = 210 mm et f/D = 6, alors
f = 6 x D = 6 x 260 mm = 1,26 m = 1260 mm.
- Le rayon de courbure R = 2 x f, soit 2 520 mm.
- La flèche e = D2 / (8R) = 2,19 mm.
3.21 - Le calibre en bristol
Découper dans un matériau quelconque (carton à chemise ou bristol de préférence) un arc de cercle identique au rayon de courbure du miroir (2,52 m dans notre cas). On applique ce calibre sur le miroir et l'on regarde l'intervalle entre le verre et celui-ci. De cet écartement on en déduit visuellement la précision de la courbure.
Pour tracer un arc de cercle de 2,52 mètres de rayon, il faut un compas de grande taille, introuvable dans le commerce. Pour le remplacer, on utilise une longue planche, (ou éventuellement plusieurs vissées bout à bout), que l'on fait pivoter autour d'un clou. A l'autre bout, on fixe une lame de rasoir qui découpe le carton punaisé sur une planche bien lisse. Ne pas chercher à remplacer la planche de bois par un fil car le tracé serait mauvais à cause de l'élasticité du fil et du mauvais maintien de l'outil de coupe.
Un ruban métallique comme ceux utilisés dans les mètres rubans convient bien par contre. On trouve des mètres rubans de 3 m, c'est parfait car ils sont déjà gradués, il suffit de percer un petit trou à un bout pour placer le pivot, et de scier ou limer une petite échancrure à la distance voulue pour tenir la lame de rasoir).
Le bon calibre ne sera peut être pas le premier, aussi est-il conseillé de s'y reprendre à plusieurs fois.
Cette méthode ne donne pas une précision de
plus de 0,1 mm sur la mesure, ce qui engendre une incertitude
de 12 cm sur la focale.
Avec environ 2,2 mm de flèche et 210 mm de diamètre,
une erreur de x sur la mesure de la flèche entraîné
une erreur de 1150 fois x sur l'estimation du rayon de courbure, soit 11,5
cm pour une erreur de 0,1 mm ou bien encore 60 cm pour une erreur de 0,5
mm. Ne pas s'affoler : la méthode du calibre donne facilement 1
a 2/10 eme de mm de précision sur la flèche.
De toutes façons, à l'ébauchage, le
miroir n'est pas encore sphérique et l'on pourra modifier
la focale de quelques centimètres pendant le doucissage. Pour
la contrôler, il faudra utiliser un moyen de mesure plus précis
(schéma 3.5).
3.22 - mesure du rayon de courbure par réflexion
Si l'on mouille le disque miroir, il devient réfléchissant. Évidemment, la mince pellicule d'eau qui reste sur la surface n'est pas d'une épaisseur uniforme et ne représente pas exactement la forme du verre, mais elle est suffisamment régulière pour donner l'image d'un point lumineux placé en son centre de courbure. Quand le miroir est juste ébauché, la région où cette image est nettement distincte ne s'étend pas sur plus de 5 cm de longueur. Elle est encore plus réduite au début du doucissage. Lorsque la source et l'image sont dans un même plan, devant le miroir, leur distance à celui-ci est le rayon de courbure. Cette seconde méthode, bien que plus lourde à mettre en oeuvre, donne une meilleure précision. Elle est plus adaptée aux mesures finales de l'ébauchage.
Ne comptez pas connaître exactement la focale de votre miroir avant le polissage. C'est pour cela qu'il est recommandé de ne commencer le tube du télescope que lorsqu'on a terminé le miroir.
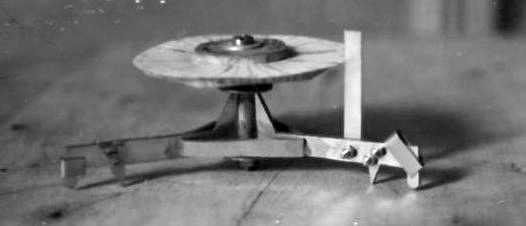
3.23 - Le sphéromètre
C'est la méthode la plus précise pour connaître la focale : on mesure la flèche à l'aide d'une vis, sur le même principe que le palmer. Le sphèrometre repose sur trois points à la surface du miroir, et la vis vient palper le centre du miroir. La différence de hauteur entre le cercle où s'inscrivent les trois points de contact et le centre du miroir est la flèche que l'on veut mesurer.
3.24 Utilisation du sphèromètre
On mesure la différence de courbure entre le miroir et l'outil. Posez d'abord le sphèromètre sur la face convexe de l'outil (celle qui a servi à creuser le miroir) . Dans les schémas suivants la courbure des surfaces est fortement exagérée
Tournez la vis jusqu'à ce qu'elle affleure la surface et libère
les 3 pieds d'une partie seulement du poids de l'appareil : on doit le
sentir prêt à tourner autour du point de contact central,
mais bien en contact aussi avec la surface aux trois points périphériques.
Notez le chiffre de la rondelle graduée pointé par la
règle.
Prenez délicatement le sphèromètre, et posez le maintenant sur la face concave du miroir. La vis centrale n'est plus en contact avec le verre. Comptez le nombre de tours qu'il faut visser pour atteindre la surface, tours entiers et dixièmes, en vous servant des 10 graduations que vous avez faites, et notez la différence. Si votre boulon est bien de diamètre 6 mm, 1 tour correspond exactement à un déplacement de 1 mm. Le nombre de tours donne donc la distance parcourue en mm. Divisez par 2 cette valeur : vous avez la flèche du miroir.
Pour obtenir le rayon de courbure R, utilisez la formule : e = d2
/ 8R => R = d2 / 8e
où e est la flèche trouvée et d le diamètre
du cercle délimité par les 3 pieds du sphèromètre
: ici 140 mm ; PAS le diamètre du miroir !
3.3 - FIN D'ÉBAUCHAGE ET PRÉPARATION AU DOUCISSAGE
La fin de l'ébauchage a pour but de réduire les écarts
à la sphère et les écailles profondes dues aux fortes
pressions tout en continuant de creuser légèrement.
A ce stade la courbure change peu. Lorsque vous êtes à la
concavité voulue, flèche correcte à 1 ou 2 dixièmes
près , remplacez les courses d'ébauchage par les courses
de fin d'ébauchage (dessin et photo en haut à gauche de
la p. 23, nx 135), 10 séchées de ce type plus 10 séchées
de courses "normales" doivent nous amener à la bonne courbure tout
en préparant le doucissage.
Une fois l'ébauchage terminé, il est nécessaire
de tout nettoyer minutieusement : le sol du local, le poste de travail
ainsi que ce qui a été manipulé pendant
l'ébauchage. Il faut impérativement changer les cales
et leurs vis qui ont dû rouiller, la cuvette qui s'est incrustée
de carbo ainsi que la feuille de plastique qui recouvre le
poste. Les disques sont alors prêts pour le doucissage.
Votre disque miroir est maintenant ébauché, c'est-à-dire qu'une de ses faces a été creusée et approximativement à la concavité voulue. En effet, l'abrasif utilisé (carbo 80 ou corindon 80) a laissé un dépoli assez grossier et les pressions mal réparties qu'on a dû exercer pour creuser le miroir n'ont pas engendré une forme sphérique (figure 4.1).
Le doucissage a deux rôles : parfaire la forme des surfaces et réduire le dépoli des écailles de quelques millièmes de mm qui, seules, peuvent être nivelées par le polissage dont l'action est très lente. On utilise successivement 5 à 6 sortes d'émeris ou de corindons de taille dégressive (0,1 mm à 0,005 mm) : le premier use le dépoli laissé par le carbo et le remplace par un plus fin qui est à son tour usé par le second, et ainsi de suite pendant six étapes. A titre indicatif, un astronome amateur hardi et persévérant qui déciderait de passer directement du carbo 80 au rouge à polir perdrait bien dix ans de sa vie à transpirer sur son polissoir avant d'obtenir une surface acceptable !
Au début du doucissage on accorde le mieux qu'on peut la courbure à la focale voulue. Une fois la bonne valeur atteinte, celle-ci ne doit plus changer. Pour cela on alterne une séchée miroir dessus (qui augmente la concavité du miroir) avec une séchée miroir dessous (qui la diminue).
MATÉRIEL ET PRODUITS POUR LE DOUCISSAGE
- 1 cuvette (mais pas la même qu'à l'ébauchage),
- 1 éponge neuve,
- 1 carnet,
- les émeris :
cor 120, cor 180, W1, W2, W3, BM
303 1/2, BM 304
ou : émeri 1 mn, 2 mn, 5 mn, 10 mn, 20 mn,
40 mn, 60 mn,
- 1 nouvelle feuille de plastique pour recouvrir le poste et envelopper
les cales.
- 3 cales neuves.
Avant de commencer le travail, vérifiez soigneusement que
tout a été nettoyé dans le local, refaites
les chanfreins de l'outil et du miroir si nécessaire
et rangez les émeris dans des pots bien bouchés
: pots de confiture ou petites bouteilles en verre avec
un bouchon de liège.
4.1 DEBOURBAGE D'UN ÉMERI
Les grains d'émeri en suspension dans l'eau se précipitent vers le fond d'autant plus rapidement qu'ils sont gros. Par exemple, les grains de l'émeri 10 mn mettent dix minutes pour descendre un mètre d'eau.
Un abrasif qui n'est pas débourbé contient les grains qu'il annonce, mélangés à d'autres de taille plus petite. Il s'agit d'une farine d'émeri gênante pour l'efficacité du travail. C'est le cas des W1, W2 et W3 qui correspondent à du 5, 10 et 20 mn.
Pour débourber, prenez un grand pot de confiture vide (faites-vous des tartines si nécessiare) et propre, mettez une épaisseur d'émeri d'un centimètre, remplissez d'eau et mélangez. Attendez que la plupart des grains soit tombée, ce qui correspond au double du minutage, puis videz l'eau avec ce qui y reste en suspension. Il est nécessaire de réitérer 2 à 3 fois cette opération, jusqu'à ce que l'eau soit à peu près claire au-dessus de l'émeri qui s'y est déposé. Il devrait alors vous rester approximativement la moitié du volume initial d'abrasif.
Pour une hauteur d'un mètre d'eau le temps de décantation
devrait être pour le W1 de 15 minutes, pour le W2 : 25 mn et
pour le W3 : 40 minutes. Dans un bocal de 20 centimètres
de hauteur cela donne W1 : 3 mn, W2 : 5 mn et pour W3 : 8 minutes.
4.2 - LES ÉTAPES DU DOUCISSAGE
Le cor 120 ou l'émeri 1 mn : Remplissez le quart d'un verre de cet émeri et ajoutez de l'eau pour former une boue épaisse. C'est ainsi que devront être préparés tous les émeris avant utilisation. Mais attention, ne les stockez pas dans cet état car les grains s'agglomèrent facilement, ce qui peut provoquer des rayures lors de leur emploi.
Trempez les disques dans la cuvette, puis essuyez-en bien le dos et la tranche : balayez du plat de la main l'excès d'eau sur les surfaces à travailler. Posez un des disques sur le poste. Prélevez une noisette de pâte d'émeri et étalez-la sur le disque avec les doigts. Posez délicatement le second disque dessus et faites quelques courses, en le soulageant de son poids, pour bien répartir l'émeri. Travaillez avec des courses normales. Si le dosage d'émeri et d'eau est correct, on voit le film d'abrasif se répartir uniformément, accompagné éventuellement de petites bulles qui s'allongent dans le sens des courses. Avec l'évolution de la séchée l'eau s'évapore et l'abrasif se charge de poudre de verre. au bout de 5 à 10 mn le bruit d'abrasion s'est affaibli et la résistance à l'avancement augmente rapidement. On doit alors arrêter la séchée. Nettoyez avec l'éponge les disques dans la cuvette. Ils doivent être parfaitement propres pour la séchée suivante. Inverser à ce moment les disques miroir et outil.
Le dosage d'émeri et d'eau n'étant jamais correct du premier coup, voici ce qui peut arriver :
Il y a trop d'eau par rapport à la quantité d'émeri : l'abrasif est chassé et coule sur les bords, le bruit d'abrasion diminue rapidement, l'efficacité du travail aussi. La séchée s'éternise.
Il n'y a pas assez d'eau par rapport à la quantité d'émeri : l'abrasif s'embourbe rapidement et se répartit mal, la résistance à l'avancement devient plus forte et irrégulière. La séchée est trop courte.
Ceci est valable pour tout le doucissage, mais vous vous apercevrez que la quantité d'abrasif et d'eau nécessaire diminue quand on descend dans la gamme des émeris. Une expérience acquise valant mieux que tous ces renseignements, notez vos remarques sur votre carnet et numérotez-y vos séchées avec la mention « pour le miroir dessus ou » pour le miroir dessous.
Il est nécessaire pour un débutant d'effectuer 20 ou 30 séchées de cor 120 pour éliminer les écailles du carbo 80. On a l'impression qu'elles ont disparu au bout de 3 ou 4 séchées, mais en observant le miroir sec par transparence devant une lampe, on voit des points brillants à la surface qui sont de profondes piqûres.
Pour les reconnaître d'une séchée à
l'autre et voir si elles ont disparu, faites des trous dans une feuille
de papier et ce, en face de ces écailles quand on la pose
sur le disque. Marquez par des flèches l'orientation de la
feuille par rapport au miroir.
Faites des séchées plus courtes et plus mordantes au début d'un émeri : l'usure sera plus rapide. Aux dernières séchées, adoucissez au contraire les courses pour réduire les piqûres. Quand les plus grosses écailles ont disparu, nettoyez tout et passez à la phase suivante.
Le cor 180 ou l'émeri 2 mn : Même travail que précédemment, 15 à 20 séchées sont nécessaires pour éliminer les piqûres du cor 120. Vers la fin, le travail doit être très doux. Faites durer un peu plus les 5 dernières séchées et, en plus du nettoyage, changez d'éponge pour passer au W1.
L'émeri W1 ou le 5 mn : La taille des grains du W1 étant nettement inférieure à celle du 5 mn, 20 séchées seront nécessaires. Cet émeri doit être débourbé (voir chapitre 4.2), ainsi que les W2 et 3. Le bruit d'abrasion est largement plus doux.
Le W2 ou émeri 10 mn : Faire 10 séchées au minimum.
W3 ou le 20 mn : 8 séchées minimum sont nécessaires avec cet émeri : Changer l'éponge avant de passer au BM 303.
Le BM 303 1/2 ou le 40 mn : Cette taille de grain demande 6 séchées au minimum.
Le BM 304 ou 60 mn : 6 séchées, faites les 2 dernières le miroir dessous et mettez un peu plus d'eau pour bien les faire durer.
Le doucissage est terminé. Votre miroir
a maintenant un aspect satiné et il réfléchit
déjà la lumière pour les incidences rasantes et
obliques. Au-delà d'un certain angle, l'image
réfléchie devient rougeâtre
et s'éteint. Cet angle croît avec la finesse du
douci et atteint 30 à 40º au stade actuel.
4.3 - DÉFAUTS POSSIBLES AU DOUCISSAGE
Si vous n'avez pas été suffisamment soigneux dans votre travail, il a pu vous arriver quelques mésaventures :
- des éclats, si le chanfrein a été mal refait ou si vous avez cogné le bord d'un disque en le manipulant trop brutalement. Il n'y a pas de remède mais cela ne nuit pas à la qualité du miroir ;
- des rayures dues à un grain d'émeri grossier si vous avez mal nettoyé. Reprenez le doucissage à un stade antérieur (le W1 suffit généralement). Les rayures qui subsistent en fin de doucissage ne partiront pas au polissage ;
- des piqûres qui sont restées après le passage trop rapide d'un émeri au suivant. Si vous êtes exigeant reprenez le doucissage au W2 ou 3, mais ce ne sont pas des défauts trop nuisibles ;
- une mauvaise forme des surfaces. Vous vous en apercevrez au polissage. C'est le défaut le plus grave, mais il arrive très rarement si les courses ont été correctement effectuées et le miroir correctement supporté pendant le travail.
chapitres précédents :
chapitres 1 à 3.1
chapitres suivants :
chapitre 5 à 6.2
chapitre 6.3 à la fin